CALDERERIA:
La calderería es una especialidad profesional de la fabricación mecánica que tiene como función principal la construcción de depósitos aptos para el almacenaje y transporte de sólidos en forma de granos o áridos, líquidos y gas; así como todo tipo de construcción naval y estructuras metálicas. Muchos de estos depósitos reciben el nombre de silos y cisternas. El material más común que se trabaja en calderería es el acero laminado y vigas en diferentes aleaciones, formas y espesores.
Ejemplos significativos de construcción en calderería: la Torre Eiffel, el puente colgante de Vizcaya, la estructura que sustenta el Museo Guggenheim Bilbao, etc. Y en construcción naval: petroleros, gaseros, etc.
En un taller o una industria de calderería es común encontrar la siguiente maquinaria:
Cizallas para cortar la chapa;
Prensas de estampar y troquelar chapa;
Máquinas de rodillos para doblar y conformar la chapa;
Remachadoras (en desuso, reemplazadas por la soldadura);
Máquinas de soldar. De corriente continua y alterna, manuales y automáticas;
Sopletes de corte (acetileno ó propano y oxigeno).
Cuando se trata de construcción de depósitos que van a trabajar a altas presiones la calidad del metal que lo compone y las soldaduras que lleve durante su construcción se someten a diversas pruebas, las más habituales; soldaduras y materiales revisados mediante ultrasonidos y rayos X.
La calificación profesional de los técnicos en calderería tiene que ser elevada para asegurar la calidad necesaria a este tipo de productos y los soldadores se requiere que estén homologados por diferentes organismos de control de calidad.
Existe una variante de la calderería denominada calderería plástica cuyo concepto general es similar diferenciándose principalmente en que como materia prima se emplean termoplásticos en lugar de metales.


CONFORMADO FRIO:
Cuando un metal es laminado, forjado, rolado, extruido o estirado a una temperatura debajo de la recristalización el metal es trabajado en frío. La mayoría de los metales se trabajan en frío a temperatura ambiente aunque la reacción de formado en ellos causa una elevación de la temperatura. El trabajo en caliente realizado sobre el metal en estampado plástico, refina la estructura de grano mientras que el trabajo en frío distorsiona el grano y reduce un poco su tamaño. El trabajo en frío mejora la resistencia, la maquinabilidad, exactitud dimensional y terminada de superficie del metal. Debida a que la oxidación es menor en el trabajo en frió laminas más delgadas y hojalatas pueden laminarse mejor que en caliente.
Efectos del trabajo en frío
La diferencia principal del trabajo en caliente y enfrío es la temperatura a la cual se realiza el proceso. En el
trabajo en frío el material se trabaja a temperatura ambiente, pero el proceso como tal ocasiona calentamiento por fricción entre el equipo y la pieza, por lo que es común que el trabajo en frío alcance temperaturas hasta de 200 °C.
Todos los metales son cristalinos por la naturaleza y están hechos de granos de forma irregular de varios tamaños. Cuando se trabaja en frío los cambios resultantes en la forma del material trae consigo marcas en la estructura de grano. Los cambios estructurales producen fragmentaciones del grano, movimientos de átomos y distorsión de la malla.
Para el trabajo en frío se requieren presiones mucho mayores que en el trabajo en caliente. Como el metal permanece en un estado más rígido no es permanentemente deformado hasta que los esfuerzos aplicados han excedido el límite elástico.
La cantidad de trabajo en frío que un metal soporta depende sobre todo de su ductilidad, mientras más dúctil se el metal mejor podrá trabajarse en frío; Los metales puros pueden soportar una mayor deformación que los que tienen elementos dados, debido a que los metales de aleación incrementan la tendencia y rapidez del endurecimiento.
ESTAMPACION:
Estampación o estampado es un proceso de impresión para obtener un diseño, que puede ser plano o en relieve. Normalmente se usa una plancha grabada y entintada sobre un papel húmedo a través de un tórculo o prensa.
Un ejemplo es la estampación de sellos de correos. Muy relacionado está el propio concepto de sello como procedimiento para obtener una estampación que puede repetirse, de modo que no hay un "original" y una "copia". Históricamente, el grabado y la imprenta derivan de ese concepto, así como el propio concepto de estampa.
El estampado se realiza en distintos materiales:
la estampación de metales, tales como la extrusión, embutición y troquelación
la serigrafía
la estampación de tejidos (por ejemplo, el estampado de cachemiras)

EXTRUSIÓN:
La extrusión es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada. Las dos ventajas principales de este proceso por encima de procesos manufacturados son la habilidad para crear secciones transversales muy complejas y el trabajo con materiales que son quebradizos, porque el material solamente encuentra fuerzas de compresión y de cizallamiento. También las piezas finales se forman con una terminación superficial excelente.
La extrusión puede ser continua (produciendo teóricamente de forma indefinida materiales largos) o semicontinua (produciendo muchas partes). El proceso de extrusión puede hacerse con el material caliente o frío.
Los materiales extruidos comúnmente incluyen metales, polímeros, cerámicas, hormigón y productos alimenticios.
El proceso comienza con el calentamiento del material. Éste se carga posteriormente dentro del contenedor de la prensa. Se coloca un bloque en la prensa de forma que sea empujado, haciéndolo pasar por el troquel. Si son requeridas mejores propiedades, el material puede ser tratado mediante calor o trabajado en frío.
El radio de extrusión se define como el área de la sección transversal del material de partida dividida por el área de sección transversal del material al final de la extrusión. Una de las principales ventajas del proceso de extrusión es que este radio puede ser muy grande y aún producir piezas de calidad.

FORJADO:
La forja, al igual que la laminación y la extrusión, es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del material se produce por la aplicación de fuerzas de compresión.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones. La deformación se puede realizar de dos formas diferentes: por presión, de forma continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos pilones.
Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
Los principales tipos de forja que existen son:
Forja libre
Forja con estampa
Recalcado
Forjado isotérmico


FUNDICION:
Se denomina fundición y también esmelter (del inglés smelter, ‘fundidor’) al proceso de fabricación de piezas, comúnmente metálicas pero también de plástico, consistente en fundir un material e introducirlo en una cavidad, llamada molde, donde se solidifica.
El proceso más común es la fundición en arena, por ser ésta un material refractario muy abundante en la naturaleza y que, mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal fundido.
La fundición en arena consiste en colar un metal fundido, típicamente aleaciones de hierro, acero, bronce, latón y otros, en un molde de arena, dejarlo solidificar y posteriormente romper el molde para extraer la pieza fundida.
Para la fundición con metales como el hierro o el plomo, que son significativamente más pesados que el molde de arena, la caja de moldeo es a menudo cubierta con una chapa gruesa para prevenir un problema conocido como "flotación del molde", que ocurre cuando la presión del metal empuja la arena por encima de la cavidad del molde, causando que el proceso no se lleve a cabo de forma satisfactoria


INYECCIÓN:
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal1 en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12% anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden ser reciclados y algunos susceptibles de ser reciclados son depositados en el ambiente, causando daños al medio ambiente.
La popularidad de este método se explica con la versatilidad de piezas que pueden fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos rápidos, altos niveles de producción y bajos costos, alta o baja automatización según el costo de la pieza, geometrías muy complicadas que serían imposibles por otras técnicas, las piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de piezas moldeadas con o sin insertos y con diferentes colores.


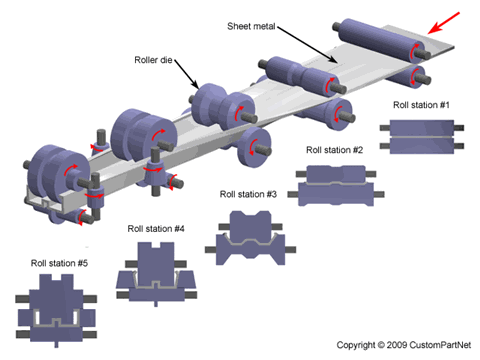
LAMINADO:
El laminado es un proceso de deformación volumétrica en el que se reduce el espesor inicial del material trabajado, mediante las fuerzas de compresión que ejercen dos rodillos sobre la pieza/material de trabajo. Los rodillos giran en sentidos opuestos para que fluya el material entre ellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas por el rozamiento que se produce entre los rodillos y el metal. Los procesos de laminado requieren gran inversión de capital; debido a ello los molinos de laminado se usan para la producción de grandes cantidades de productos estándar (laminas, placas, etc.).
Los procesos de laminado se realizan, en su gran mayoría, en caliente por la gran deformación ejercida sobre el material trabajado. Además, los materiales laminados en caliente tienen propiedades isotrópicas y carecen de tensiones residuales. Los principales inconvenientes que presenta el laminado en caliente son que el producto no puede mantenerse dentro de tolerancias adecuadas, y que la superficie de la pieza queda cubierta por una capa de óxido característica.


MECANIZADO CON ARRANQUE DE VIRUTA:
El mecanizado es un proceso de fabricación que comprende un conjunto de operaciones de conformación de piezas mediante la eliminación de material, ya sea por arranque de viruta o por abrasión.
Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores
Por arranque de viruta:
El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.


SINTERIZADO:
Sinterización es el tratamiento térmico de un polvo o compactado metálico o cerámico a una temperatura inferior a la de fusión de la mezcla, para incrementar la fuerza y la resistencia de la pieza creando enlaces fuertes entre las partículas.
En la fabricación de cerámicas, este tratamiento térmico transforma un producto en polvo en otro compacto y coherente. La sinterización se utiliza de modo generalizado para producir formas cerámicas de alúmina, berilia, ferrita y titanatos.
En la sinterización las partículas coalescen por difusión al estado sólido a muy altas temperaturas, pero por debajo del punto de fusión o vitrificación del compuesto que se desea sinterizar. En el proceso, se produce difusión atómica entre las superficies de contacto de las partículas, lo que provoca que resulten químicamente unidas.


TRATAMIENTOS TERMICOS:
Se conoce como tratamiento térmico al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presión, etc., de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la elasticidad. Los materiales a los que se aplica el tratamiento térmico son, básicamente, el acero y la fundición, formados por hierro y carbono. También se aplican tratamientos térmicos diversos a los cerámicos.
Las características mecánicas de un material dependen tanto de su composición química como de la estructura cristalina que tenga. Los tratamientos térmicos modifican esa estructura cristalina sin alterar la composición química, dando a los materiales unas características mecánicas concretas, mediante un proceso de calentamientos y enfriamientos sucesivos hasta conseguir la estructura cristalina deseada.

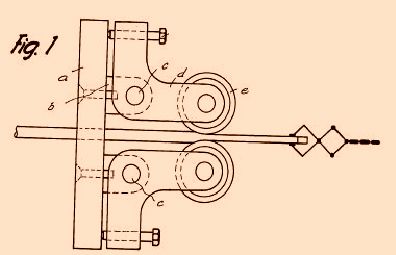
TREFILADO:
e entiende por trefilar a la operación de conformación en frío consistente en la reducción de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que la resistencia a tracción sigue aumentando, se pierden otras características como la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.

http://www.youtube.com/watch?v=RMHYlnQ44hU