Este curso en la asignatura de elementos amovibles y fijos no estructurales nuestro profesor nos propuso en vez de cortar y soldar llantas de chapa que no servían para nada crear un super 7 low cost. A todos nos pareció una buena opción para formarnos y dar clase pues estamos echando horas con un objetivo.
La clase se dividió en distintos grupos, y cada uno tiene una labor. En nuestro grupo nos a tocado hacer las partes pequeñas del chasis. Como los soportes del motor o del amortiguador aparte de pequeñas piezas que luego irán soldadas al chasis con otros propósitos.
Para poder crear estas piezas necesitaremos de unas herramientas, y serán las siguientes.
Un calibre, para medir el espesor de las chapas.
Un trazador, para trazar en dichas chapas las medidas de la pieza a cortar.
Una regla, para las medidas de las piezas.
Una lima, para el acabado de las piezas
Una rotaflex, para cortar las piezas.
Una maquina de soldar, en nuestro caso de hilo.
Un martillo, para dar forma a aquellas piezas que necesiten ser dobladas.
Para poder utilizar este material necesitaras de unas epis: Que son los elementos con los que nos evitaremos de producirnos alguna herida.
Gafas protectoras
Gafas para soldar
Guantes de cuero
Mono ignífugo
Botas de seguridad (punta de acero)
Para la creación de estas piezas lo primero es sacar las medidas de un libro del que disponemos sobre el seven. Una vez que sabemos cuales son las piezas pequeñas del chasis, nos disponemos a pasarlas a chapa una a una. Coges las medidas, y las pasas a la chapa. Después de comprobar de que esta todo bien pones un disco a la rotaflex y con los guantes y las gafas puestas dispones a cortarlas. Una vez este cortada, muchas tienen un hueco en ellas, y con una broca, empezando de una pequeña asta llegar a la medida deseada procederemos a agujerear la chapa para producir esos huecos que necesitamos en la chapa, que después servirán para acoplar otros elementos. Otras piezas aparte necesitan ser dobladas, entonces las sujetaremos y las daremos golpes con el martillo asta conseguir los grados necesarios de doblez. Y también para acabar otras piezas necesitan ser soldadas a otras, con lo que con una maquina de soldar de hilo, ajustando la intensidad y la velocidad de hilo las soldaremos, recordando que en la parte de adentro de un angulo abra que soldar a un 20% mas de intensidad.
Estas son parte de las piezas pequeñas del chasis.
Los materiales elásticos son aquellos que tienen la capacidad de recobrar su forma y dimensiones primitivas cuando cesa el esfuerzo que había determinado su deformación, son todos los sólidos y siguen la Ley de Hooke, ésta dice que la deformación es directamente proporcional al esfuerzo, la relación esfuerzo-deformación se conoce como Módulo de Elasticidad.
No obstante, si la fuerza externa supera un determinado valor, el material puede quedar deformado permanentemente, y la ley de Hooke ya no es válida. El máximo esfuerzo que un material puede soportar antes de quedar permanentemente deformado se denomina Límite de Elasticidad.
El Módulo de Elasticidad así como el Límite de Elasticidad, están determinados por la estructura molecular del material. La distancia entre las moléculas de un material no sometido a esfuerzo depende de un equilibrio entre las fuerzas moleculares de atracción y repulsión. Cuando se aplica una fuerza externa que crea una tensión en el interior del material, las distancias moleculares cambian y el material se deforma.
En la Universidad de Harvard un equipo de ingenieros dirigidos por Zhigang Suo ha creado un hidrogel que tiene la capacidad de estirarse hasta 20 veces su tamaño original sin romperse. Para darnos una idea de lo que esto significa hay que tener en cuenta que el caucho natural solo soporta estirarse cinco o seis veces su tamaño original.
PLASTICIDAD: La plasticidad es la propiedad mecánica de un material anelástico, natural, artificial, biológico o de otro tipo, de deformarse permanente e irreversiblemente cuando se encuentra sometido a tensiones por encima de su rango elástico, es decir, por encima de su límite elástico.
En los metales, la plasticidad se explica en términos de desplazamientos irreversibles de dislocaciones.
El material de los mas plásticos es la plastelina y el menos plástico es el diamante.
DUREZA:
La dureza es la oposición que ofrecen los materiales a alteraciones como la penetración, la abrasión, el rayado, la cortadura, las deformaciones permanentes; entre otras. También puede definirse como la cantidad de energía que absorbe un material ante un esfuerzo antes de romperse o deformarse. Por ejemplo: la madera puede rayarse con facilidad, esto significa que no tiene mucha dureza, mientras que el vidrio es mucho más difícil de rayar.
Otras propiedades relacionadas con la resistencia son la resiliencia, la tenacidad o la ductilidad.
El material mas duro es el diamante y el menos duro es el talco.
FRAGILIDAD: La fragilidad es la cualidad de los objetos y materiales de romperse con facilidad. Aunque técnicamente la fragilidad se define más propiamente como la capacidad de un material de fracturarse con escasa deformación. Por el contrario, los materiales dúctiles o tenaces se rompen tras sufrir acusadas deformaciones, generalmente de tipo deformaciones plásticas. La fragilidad es lo contrario de la tenacidad y tiene la peculiaridad de absorber relativamente poca energía, a diferencia de la rotura dúctil.
Si un material se rompe prácticamente sin deformación las componentes del tensor deformación resultan pequeñas y la suma resulta en una cantidad relativamente pequeña.
La fragilidad de un material además se relaciona con la velocidad de propagación o crecimiento de grietas a través de su seno. Esto significa un alto riesgo de fractura súbita de los materiales con estas características una vez sometidos a esfuerzos.
RESISTENCIA
La resistencia de materiales clásica es una disciplina de la ingeniería mecánica y la ingeniería estructural que estudia los sólidos deformables mediante modelos simplificados. La resistencia de un elemento se define como su capacidad para resistir esfuerzos y fuerzas aplicadas sin romperse, adquirir deformaciones permanentes o deteriorarse de algún modo.
Un modelo de resistencia de materiales establece una relación entre las fuerzas aplicadas, también llamadas cargas o acciones, y los esfuerzos y desplazamientos inducidos por ellas. Generalmente las simplificaciones geométricas y las restricciones impuestas sobre el modo de aplicación de las cargas hacen que el campo de deformaciones y tensiones sean sencillos de calcular.
Para el diseño mecánico de elementos con geometrías complicadas la resistencia de materiales suele ser insuficiente y es necesario usar técnicas basadas en la teoría de la elasticidad o la mecánica de sólidos deformables más generales. Esos problemas planteados en términos de tensiones y deformaciones pueden entonces ser resueltos de forma muy aproximada con métodos numéricos como el análisis por elementos finitos.
El material mas resistente es el titanio o carbono depende en que condiciones (y existe una aleación entre ellos dos, que se llama exogri) y el menos resistente es el grafito. RESILIENCIA:
La resilencia es la resistencia de un cuerpo a los esfuerzos bruscos. En ingeniería, la resiliencia es la cantidad de energía que puede absorber un material, antes de que comience la deformación irreversible, esto es, la deformación plástica.
Se diferencia de la tenacidad en que ésta cuantifica la cantidad de energía almacenada por el material antes de romperse, mientras que la resiliencia tan sólo da cuenta de la energía almacenada durante la deformación elástica.
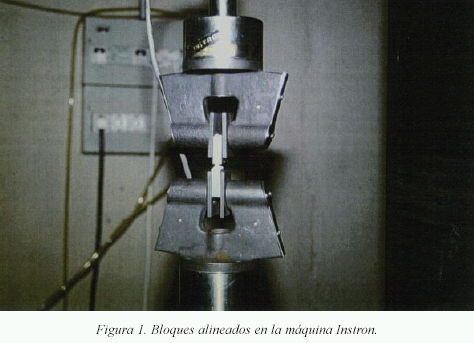
se determina mediante ensayo por el método Izod o el péndulo de Charpy, El ensayo de resilencia sirve para determinar la fragilidad que opone un material. Esta resiliencia se expresa en Julios .Para realizar el ensayo se emplea el péndulo de caída que mide la energía residual existente después de la rotura de la muestra del material es decir, la diferencia de la energía total desarrollada por la máquina y absorbida por el material desarrollado. Un elevado grado de resiliencia es característico de los aceros austeníticos, aceros con alto contenido de austenita. En aceros al carbono, los aceros suaves (con menor contenido porcentual de carbono), tienen una mayor resiliencia que los aceros duros. FATIGA:
En ingeniería y, en especial, en ciencia de los materiales, la fatiga de materiales se refiere a un fenómeno por el cual la rotura de los materiales bajo cargas dinámicas cíclicas se produce más fácilmente que con cargas estáticas. Aunque es un fenómeno que, sin definición formal, era reconocido desde la antigüedad, este comportamiento no fue de interés real hasta la Revolución Industrial, cuando, a mediados del siglo XIX comenzaron a producir las fuerzas necesarias para provocar la rotura con cargas dinámicas son muy inferiores a las necesarias en el caso estático; y a desarrollar métodos de cálculo para el diseño de piezas confiables. Este no es el caso de materiales de aparición reciente, para los que es necesaria la fabricación y el ensayo de prototipos
El acero blando es un material que aguanta muy bien la fatiga. CONDUCTIVIDAD ELÉCTRICA: La conductividad eléctrica es la medida de la capacidad de un material que deja pasar la corriente eléctrica, su aptitud para dejar circular libremente las cargas eléctricas. La conductividad depende de la estructura atómica y molecular del material, los metales son buenos conductores porque tienen una estructura con
muchos electrones con vínculos débiles y esto permite su movimiento. La conductividad también depende de otros factores físicos del propio material y de la temperatura
CONDUCTIVIDAD TERMICA:
La conductividad térmica es una propiedad física de los materiales que mide la capacidad de conducción de calor. En otras palabras la conductividad térmica es también la capacidad de una sustancia de transferir la energía cinética de sus moléculas a otras moléculas adyacentes o a sustancias con las que no está en contacto. En el Sistema Internacional de Unidades la conductividad térmica se mide en W/(K·m) (equivalente a J/(s·K·m) )
¿Qué es proceso? Progreso, acción de ir hacia adelante. Conjunto de las fases sucesivas de un fenómeno natural o de una operación artificial. Un proceso es un conjunto de actividades o eventos (coordinados u organizados) que se realizan o suceden (alternativa o simultáneamente) con un fin determinado. Es el conjunto de operaciones necesarias para modificar las características de materias primas. Por lo general para la obtención de un producto, se necesitan múltiples operaciones individuales. CALDERERIA:
La calderería es una especialidad profesional de la fabricación mecánica que tiene como función principal la construcción de depósitos aptos para el almacenaje y transporte de sólidos en forma de granos o áridos, líquidos y gas; así como todo tipo de construcción naval y estructuras metálicas. Muchos de estos depósitos reciben el nombre de silos y cisternas. El material más común que se trabaja en calderería es el acero laminado y vigas en diferentes aleaciones, formas y espesores.
Ejemplos significativos de construcción en calderería: la Torre Eiffel, el puente colgante de Vizcaya, la estructura que sustenta el Museo Guggenheim Bilbao, etc. Y en construcción naval: petroleros, gaseros, etc.
En un taller o una industria de calderería es común encontrar la siguiente maquinaria:
Cizallas para cortar la chapa;
Prensas de estampar y troquelar chapa;
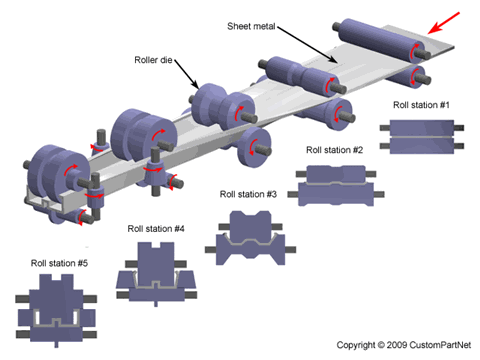
Máquinas de rodillos para doblar y conformar la chapa;
Remachadoras (en desuso, reemplazadas por la soldadura);
Máquinas de soldar. De corriente continua y alterna, manuales y automáticas;
Sopletes de corte (acetileno ó propano y oxigeno).
Cuando se trata de construcción de depósitos que van a trabajar a altas presiones la calidad del metal que lo compone y las soldaduras que lleve durante su construcción se someten a diversas pruebas, las más habituales; soldaduras y materiales revisados mediante ultrasonidos y rayos X.
La calificación profesional de los técnicos en calderería tiene que ser elevada para asegurar la calidad necesaria a este tipo de productos y los soldadores se requiere que estén homologados por diferentes organismos de control de calidad.
Existe una variante de la calderería denominada calderería plástica cuyo concepto general es similar diferenciándose principalmente en que como materia prima se emplean termoplásticos en lugar de metales.
CONFORMADO FRIO:
Cuando un metal es laminado, forjado, rolado, extruido o estirado a una temperatura debajo de la recristalización el metal es trabajado en frío. La mayoría de los metales se trabajan en frío a temperatura ambiente aunque la reacción de formado en ellos causa una elevación de la temperatura. El trabajo en caliente realizado sobre el metal en estampado plástico, refina la estructura de grano mientras que el trabajo en frío distorsiona el grano y reduce un poco su tamaño. El trabajo en frío mejora la resistencia, la maquinabilidad, exactitud dimensional y terminada de superficie del metal. Debida a que la oxidación es menor en el trabajo en frió laminas más delgadas y hojalatas pueden laminarse mejor que en caliente.
Efectos del trabajo en frío
La diferencia principal del trabajo en caliente y enfrío es la temperatura a la cual se realiza el proceso. En el
trabajo en frío el material se trabaja a temperatura ambiente, pero el proceso como tal ocasiona calentamiento por fricción entre el equipo y la pieza, por lo que es común que el trabajo en frío alcance temperaturas hasta de 200 °C.
Todos los metales son cristalinos por la naturaleza y están hechos de granos de forma irregular de varios tamaños. Cuando se trabaja en frío los cambios resultantes en la forma del material trae consigo marcas en la estructura de grano. Los cambios estructurales producen fragmentaciones del grano, movimientos de átomos y distorsión de la malla.
Para el trabajo en frío se requieren presiones mucho mayores que en el trabajo en caliente. Como el metal permanece en un estado más rígido no es permanentemente deformado hasta que los esfuerzos aplicados han excedido el límite elástico.
La cantidad de trabajo en frío que un metal soporta depende sobre todo de su ductilidad, mientras más dúctil se el metal mejor podrá trabajarse en frío; Los metales puros pueden soportar una mayor deformación que los que tienen elementos dados, debido a que los metales de aleación incrementan la tendencia y rapidez del endurecimiento.
ESTAMPACION:
Estampación o estampado es un proceso de impresión para obtener un diseño, que puede ser plano o en relieve. Normalmente se usa una plancha grabada y entintada sobre un papel húmedo a través de un tórculo o prensa.
Un ejemplo es la estampación de sellos de correos. Muy relacionado está el propio concepto de sello como procedimiento para obtener una estampación que puede repetirse, de modo que no hay un "original" y una "copia". Históricamente, el grabado y la imprenta derivan de ese concepto, así como el propio concepto de estampa.
El estampado se realiza en distintos materiales:
la estampación de metales, tales como la extrusión, embutición y troquelación
la serigrafía
la estampación de tejidos (por ejemplo, el estampado de cachemiras)
EXTRUSIÓN:
La extrusión es un proceso utilizado para crear objetos con sección transversal definida y fija. El material se empuja o se extrae a través de un troquel de una sección transversal deseada. Las dos ventajas principales de este proceso por encima de procesos manufacturados son la habilidad para crear secciones transversales muy complejas y el trabajo con materiales que son quebradizos, porque el material solamente encuentra fuerzas de compresión y de cizallamiento. También las piezas finales se forman con una terminación superficial excelente.
La extrusión puede ser continua (produciendo teóricamente de forma indefinida materiales largos) o semicontinua (produciendo muchas partes). El proceso de extrusión puede hacerse con el material caliente o frío.
Los materiales extruidos comúnmente incluyen metales, polímeros, cerámicas, hormigón y productos alimenticios.
El proceso comienza con el calentamiento del material. Éste se carga posteriormente dentro del contenedor de la prensa. Se coloca un bloque en la prensa de forma que sea empujado, haciéndolo pasar por el troquel. Si son requeridas mejores propiedades, el material puede ser tratado mediante calor o trabajado en frío.
El radio de extrusión se define como el área de la sección transversal del material de partida dividida por el área de sección transversal del material al final de la extrusión. Una de las principales ventajas del proceso de extrusión es que este radio puede ser muy grande y aún producir piezas de calidad.
FORJADO:
La forja, al igual que la laminación y la extrusión, es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del material se produce por la aplicación de fuerzas de compresión.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones. La deformación se puede realizar de dos formas diferentes: por presión, de forma continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos pilones.
Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
Los principales tipos de forja que existen son:
Forja libre
Forja con estampa
Recalcado
Forjado isotérmico
FUNDICION:
Se denomina fundición y también esmelter (del inglés smelter, ‘fundidor’) al proceso de fabricación de piezas, comúnmente metálicas pero también de plástico, consistente en fundir un material e introducirlo en una cavidad, llamada molde, donde se solidifica.
El proceso más común es la fundición en arena, por ser ésta un material refractario muy abundante en la naturaleza y que, mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal fundido.
La fundición en arena consiste en colar un metal fundido, típicamente aleaciones de hierro, acero, bronce, latón y otros, en un molde de arena, dejarlo solidificar y posteriormente romper el molde para extraer la pieza fundida.
Para la fundición con metales como el hierro o el plomo, que son significativamente más pesados que el molde de arena, la caja de moldeo es a menudo cubierta con una chapa gruesa para prevenir un problema conocido como "flotación del molde", que ocurre cuando la presión del metal empuja la arena por encima de la cavidad del molde, causando que el proceso no se lleve a cabo de forma satisfactoria
INYECCIÓN:
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal1 en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12% anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden ser reciclados y algunos susceptibles de ser reciclados son depositados en el ambiente, causando daños al medio ambiente.
La popularidad de este método se explica con la versatilidad de piezas que pueden fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos rápidos, altos niveles de producción y bajos costos, alta o baja automatización según el costo de la pieza, geometrías muy complicadas que serían imposibles por otras técnicas, las piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de piezas moldeadas con o sin insertos y con diferentes colores.
LAMINADO:
El laminado es un proceso de deformación volumétrica en el que se reduce el espesor inicial del material trabajado, mediante las fuerzas de compresión que ejercen dos rodillos sobre la pieza/material de trabajo. Los rodillos giran en sentidos opuestos para que fluya el material entre ellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas por el rozamiento que se produce entre los rodillos y el metal. Los procesos de laminado requieren gran inversión de capital; debido a ello los molinos de laminado se usan para la producción de grandes cantidades de productos estándar (laminas, placas, etc.).
Los procesos de laminado se realizan, en su gran mayoría, en caliente por la gran deformación ejercida sobre el material trabajado. Además, los materiales laminados en caliente tienen propiedades isotrópicas y carecen de tensiones residuales. Los principales inconvenientes que presenta el laminado en caliente son que el producto no puede mantenerse dentro de tolerancias adecuadas, y que la superficie de la pieza queda cubierta por una capa de óxido característica.
MECANIZADO CON ARRANQUE DE VIRUTA:
El mecanizado es un proceso de fabricación que comprende un conjunto de operaciones de conformación de piezas mediante la eliminación de material, ya sea por arranque de viruta o por abrasión.
Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores
Por arranque de viruta:
El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
SINTERIZADO:
Sinterización es el tratamiento térmico de un polvo o compactado metálico o cerámico a una temperatura inferior a la de fusión de la mezcla, para incrementar la fuerza y la resistencia de la pieza creando enlaces fuertes entre las partículas.
En la fabricación de cerámicas, este tratamiento térmico transforma un producto en polvo en otro compacto y coherente. La sinterización se utiliza de modo generalizado para producir formas cerámicas de alúmina, berilia, ferrita y titanatos.
En la sinterización las partículas coalescen por difusión al estado sólido a muy altas temperaturas, pero por debajo del punto de fusión o vitrificación del compuesto que se desea sinterizar. En el proceso, se produce difusión atómica entre las superficies de contacto de las partículas, lo que provoca que resulten químicamente unidas.
TRATAMIENTOS TERMICOS:
Se conoce como tratamiento térmico al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presión, etc., de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la elasticidad. Los materiales a los que se aplica el tratamiento térmico son, básicamente, el acero y la fundición, formados por hierro y carbono. También se aplican tratamientos térmicos diversos a los cerámicos.
Las características mecánicas de un material dependen tanto de su composición química como de la estructura cristalina que tenga. Los tratamientos térmicos modifican esa estructura cristalina sin alterar la composición química, dando a los materiales unas características mecánicas concretas, mediante un proceso de calentamientos y enfriamientos sucesivos hasta conseguir la estructura cristalina deseada.
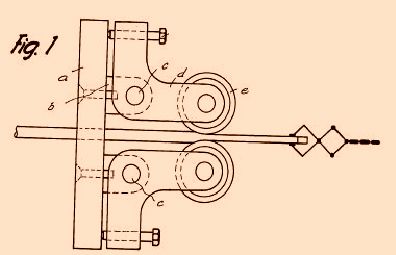
TREFILADO:
e entiende por trefilar a la operación de conformación en frío consistente en la reducción de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que la resistencia a tracción sigue aumentando, se pierden otras características como la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.
Fuerzas de tensión o tracción: La fuerza aplicada intenta estirar el material a lo largo de su línea de acción. Ejemplo: El cable tensado del freno de la bicicleta.
Fuerza de Flexión: Las fuerzas externas actúan sobre el cuerpo tratando de “doblarlo”, alargando unas fibras internas y acortando otras. Ejemplo: cuando te subes a un patinete la madera se dobla, esta flexionándose.
Fuerzas de compresión: la Fuerza aplicada intenta comprimir o acotar al material a lo largo de su línea de acción.Ejemplo: Las ruedas de un coche están bajo compresión ya que el peso del coche las aplasta contra el suelo.
Fuerza de Cizalladura o cortadura: Las fuerzas actúan en sentidos contrarios sobre dos planos contiguos del cuerpo, tratando de producir el deslizamiento de uno con respecto al otro. Ejemplo: Con unas tijeras cortar un cable.
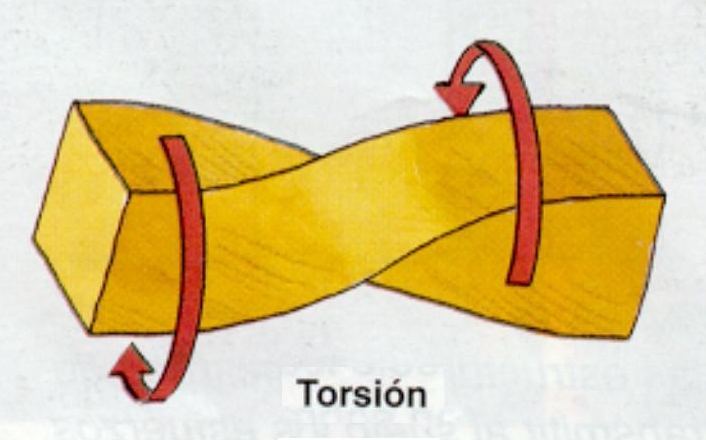
Fuerza en torsión: la fuerza externa aplicada intenta torcer al material. la fuerza externa recibe el nombre de torque o momento de torsión. Ejemplo: Cuando escurres un trapo mojado.
Cualquier fuerza externa que se aplique sobre un material causa deformación, la cual se define como el cambio de longitud a lo largo de la línea de acción de la fuerza. Elasticidad: capacidad de ciertos materiales de sufrir deformaciones cuando se encuentran sujetos a la acción de fuerzas exteriores y de recuperar la forma original si se eliminan estas fuerzas exteriores que lo deformaban. Por ejemplo un muelle puede ser comprimido pero cuando se le quitan las fuerzas que lo comprime vuelve a su posición.
Plasticidad: capacidad mecánica de un material, de deformarse permanentemente cuando se encuentra sometido a fuerzas por encima de su límite elástico. Ejemplo: cuando das un golpe con el coche y golpeas una aleta esta no vuelve a su posición inicial quedándose la marca del golpe.
Ductilidad: capacidad que presentan algunos materiales de deformarse sin romperse permitiendo obtener alambres o hilos de dicho material, bajo la acción de una fuerza, por ejemplo: cobre.
Maleabilidad: capacidad que presentan algunos materiales de deformarse sin romperse permitiendo obtener láminas delgadas, bajo la acción de una fuerza, por ejemplo: cobre.
Fragilidad: capacidad de un material de romperse con escasa deformación. La rotura frágil absorbe poca energía, a diferencia de la rotura dúctil, que absorbe mucha energía.
Tenacidad: es la habilidad de un material para absorber energía durante la deformación plástica. Cuantifica la cantidad de energía absorbida por unidad de superficie de rotura bajo la acción de un esfuerzo progresivo. Se mide con el ensayo: tensión-deformación.
La tenacidad se utiliza mucho, pero es difícil de medir. La forma de concretar el concepto es calcular el área bajo la curva de esfuerzo - deformación.
Dureza : es la oposición que presenta un material a ser rayado, cortado o penetrado.
Resiliencia: es la magnitud que cuantifica la cantidad de energía absorbida por unidad de superficie al romperse por efecto de un impacto. Se mide con el ensayo Charpy.
Se mide en Julios por metro cuadrado : J/m2 (SI);o kgf·m/cm2; o kp·m/cm2
Acritud: es la propiedad de un metal de aumentar su dureza, su resistencia a tracción y su fragilidad debido a la deformación en frío.
Fatiga: deformación o rotura de un material si se le somete a la acción de cargas periódicas (alternativas o intermitentes) con cargas menores a la de rotura del material al actuar un número de veces o un tiempo determinado.
Maquinabilidad: propiedad de un metal de dejarse mecanizar con arranque de viruta. Son muy mecanizables la fundición gris y el bronce, con virutas cortadas en forma de escamas.
El acero dulce y las aleaciones ligeras de alta tenacidad, producen virutas largas y no son muy mecanizables. Colabilidad: capacidad de un metal fundido para rellenar completamente el molde y así producir piezas fundidas completas y sin defectos. Por ejemplo: fundición de hierro, de bronce, de latón y de aleaciones ligeras.
La historia del Automóvil puede considerarse que se inició el 23 de Octubre de 1769, con la primera prueba realizada por Nicolás José Cugnot sobre un carromato que disponía de un motor de vapor. Desde esa fecha hasta nuestros días, la evolución sufrida por el automóvil ha sido constante, de modo que en nada se parecen los vehículos actuales: cómodos, rápidos, seguros y silenciosos, a aquellos iniciales que acababan de derivar directamente de los carruajes movidos por tracción animal.
En los primeros años, los automóviles tomaron como modelo a los vehículos de tracción animal (carruajes), conservando de estos la estructura de un chasis base o largueros sobre los que se montaba la carrocería junto a los elementos mecánicos que lo hacían moverse, girar, frenar, etc..
Las carrocerías no se mejoraron en un principio en la misma proporción en que lo hicieron las partes mecánicas, limitándose a transformaciones de tipo estético.
El primer avance importante experimentado por las carrocerías fue la sustitución de los largueros de madera que formaban el chasis primitivo por largueros de chapa de acero que admitían mucho mejor los crecientes aumentos de potencia. Estos revestimientos de acero fueron aumentando con el tiempo, evitándose en principio las formas redondeadas, ya que al no estar desarrollada la técnica de la embutición las chapas debían deformarse a mano. No obstante, la chapa laminada se empleó inicialmente para paneles y piezas exteriores, siendo fundamentalmente de madera el chasis y la configuración interior.
Con la invención del motor de combustión interna de cuatro tiempos (Nikolas August Otto, 1876) la época del motor de vapor llego a su fin en los automóviles.
FORD T
Este automóvil fue el más popular de su época con 15’5 millones de vehículos vendidos.
El modelo T incluía novedades que otros vehículos de la competencia no ofrecían como era el volante situado en el lado izquierdo de gran utilidad para la entrada y salida de los ocupantes, también incorporaba grandes adelantos técnicos como el conjunto bloque del motor, carter y cigüeñal en una sola unidad, utilizando para ello una aleación ligera y resistente de acero de vanadio.
Durante varios años se iban batiendo los propios records del año anterior. Las ventas sobrepasaron los 250.000 vehículos en 1914. Por su parte, siempre a la caza de la reducción de costes y mayor eficiencia, Henry Ford introdujo en sus plantas en 1913 las cintas de ensamblaje móviles para el modelo (T), que permitían un incremento enorme de la producción. Dicho método, inspirado en el modo de trabajo de los mataderos de Detroit, consistía en instalar una cadena de montaje a base de correas de transmisión y guías de deslizamiento que iban desplazando automáticamente el chasis del automóvil hasta los puestos en donde sucesivos grupos de operarios realizaban en él las tareas encomendadas, hasta que el coche estuviera completamente terminado. El sistema de piezas intercambiables, ensayado desde mucho antes en fábricas estadounidenses de armas y relojes, abarataba la producción y las reparaciones por la vía de la estandarización del producto.
Esta iniciativa es seguida por otros fabricantes americanos.
En 1927 apareció la primera carrocería construida completamente con una estructura de acero, aunque con algunos refuerzos de madera, y a partir de los años 30 las grandes compañías de automóviles adoptaron el uso de la chapa de acero para la construcción total del vehículo, iniciando su producción de forma masiva. El incremento de la producción motivado por el aumento de la demanda del mercado condujo a una mejora en la calidad de los automóviles.
Un hito histórico en la evolución de la carrocería se marcó en 1934 al presentarse comercialmente los primeros vehículos autoportantes, con una carrocería completamente fabricada con chapas de acero, sin ningún elemento de madera.
Se trataba del Citroën Traction Avant
· El panel del techo aportó consistencia con el formato del cajeado, la definición de los marcos de parabrisas y el canal vierteaguas.
· Los montantes delantero, central y trasero dieron rigidez y resistencia al resto de la estructura autoportante carente de chasis independiente al formar cuerpo entre el techo y el suelo.
· Los largueros bajo puerta, en sus múltiples y variados tipos realizan la función de unir el piso con los montantes.
TIPOS DE CARROCERÍAS Y BASTIDORES
Los tipos de carrocerías y bastidores existentes se pueden clasificar en
cuatro grupos:
CHASIS CON CARROCERÍA SEPARADA
El chasis soporta los órganos mecánicos y puede rodar sin carrocería.
La carrocería constituye un conjunto independiente con su propio piso, sus accesorios
y su instalación eléctrica, está atornilla al chasis y se puede separar de éste para su reparación
Emplean este tipo de carrocería los siguientes vehículos:
a) Vehículo todo terreno.
b) Vehículos industriales medianos (furgonetas).
c) Vehículos industriales pesados (camiones).
d) Autocares y autobuses.
e) Vehículos especiales: grúas, etc.
PLATAFORMA CON CARROCERÍA SEPARADA
La plataforma es un chasis aligerado formado por la unión de varios elementos soldados entre sí, puede circular sin la carrocería, pues soporta los órganos mecánicos y el piso del
vehículo.
La carrocería es independiente unida generalmente a la plataforma por medio de tornillos, se puede separar de ésta para su reparación
Emplean este tipo de carrocería los siguientes vehículos:
a) Vehículos semi-industriales (Citroen Mehari, Renault F-6, etc.).
b) Vehículos de turismos (Renault 4 y 6, Citroen 2 CV, etc.)
CARROCERÍA MONOCASCO
La forma un chasis aligerado con su propio piso, las partes constitutivas de la carrocería participan en la resistencia del conjunto, al ser un solo componente unido entre sí por medio
de soldaduras.
Su reparación es complicada pues se puede optar por desarrollar y planificar, o cortar
la chapa y unir el nuevo elemento por medio de soldadura. Actualmente en desuso.
Los únicos elementos desmontables son: los capós, las puertas y los parachoques .
Emplean este tipo de carrocería determinados vehículos como Fiat 126, etc
CARROCERÍA AUTOPORTANTE
Un conjunto de pieza forman la carrocería completa, estas piezas están unidas entre sí
por medio de soldadura por resistencia (puntos) siendo relativamente fácil su sustitución.
Son elementos externos:
- Las aletas delanteras.
- Las aletas traseras.
- Los capós.
- Los paragolpes.
- Etc.
Emplean este tipo de carrocería la casi totalidad de los turismos actuales.
Carrocería autoportante
Es aquella en la que el bastidor y la carrocería forman parte de una misma estructura que adoptara formas diferentes.
Las carrocerías autoportantes pueden ser de dos tipos diferentes:
- Autoportante unida por soldadura
- Autoportante con elementos desmontables.
Tipos:
Autoportante unida por soldadura. El numero de piezas desmontables esta reducido al mínimo Dejando aparte las puertas, los capos y parachoques, el resto de las piezas se encuentra unido por soldadura.
Autoportante con elementos desmontables. Permite que sea fácilmente desmontables aquellas piezas que por lo general suelen sufrir golpes con mas frecuencia con las aletas, paralelos delanteros, etc.
Características
Esta formado por un numero elevado de piezas.
Soporta todos los conjuntos mecánicos y se autoporta a si misma
Elementos que componen una carrocería autoportante
Chasis o bastidor:
Es un conjunto de perfiles unidos muy rígidamente en forma de cuadro,
de manera que el conjunto es indeformable. El chasis de un vehículo
automóvil se destina al montaje de una carrocería con elementos
desmontables. Se compone de dos largueros, travesaños y diagonales.
•Cuadro de piso (o plataforma soldada):
Parte inferior de la caja de una carrocería autoportante. Se compone
de un chasis aligerado (en perfiles de menor espesor que si se trata de
un chasis), y de la chapa inferior de la caja . Sus principales partes constitutivas son:
Los largueros:
Piezas longitudinales en forma de viga tubular, de sección generalmente
rectangular, situadas a un lado y otro de la chapa que forma el
piso. Se pueden prolongar, con forma apropiada, hasta los soportes de
los parachoques.
Las varas:
Son pequeños largueros que no están colocados en la prolongación
de un larguero principal. Los largueros principales son entonces más
cortos. Las varas van soldadas a los travesaños que unen las extremidades
de los largueros principales y están menos separadas que estos
últimos.
Los trabesaños
Piezas transversales, en forma de viguetas huecas, situadas a intervalos
determinados. Cada una de sus extremidades está unida mediante
soldadura a uno de los largueros, perpendicularmente al lado interior
de aquéllos.
El piso:
Conjunto de chapas, generalmente con nervios, que están unidas
mediante soldadura a los largueros y travesaños, formando una o más
superficies que constituyen el fondo de la caja.
La plataforma de bajos:
Se designa así el cuadro de piso completo con todos los elementos fijos,
aparte de los que componen el habitáculo, siendo los principales: el
tablero, la traviesa superior del tablero, los laterales del capó, sus armaduras
y forros.
El tablero delantero:
Tabique inferior transversal, situado delante del habitáculo, y que lo
supera del comportamiento que le precede.
El travesaño superior del tablero:
Chapa casi horizontal que une la parte superior del tablero a la inferior
del parabrisas.
Los laterales del capó:
Chapas casi verticales, que pueden tener partes horizontales, y que
forman los tabiques laterales del compartimento que preceden al habitáculo,
ya sea el del motor o el del portaequipajes.
•El paso de ruedas (o forro de las aletas):
Es una chapa que forma un tabique lateral del compartimento que sigue
al habitáculo, formando guardabarros, y que cubre parcialmente y
con mucho huelgo, las ruedas traseras (pasos traseros de ruedas).
O chapa que forma un guardabarros, a cierta distancia de la periferia
de la mitad superior de las ruedas delanteras (pasos delanteros de
rueda), situada tras las aletas delanteras en algunos modelos de vehículos.
El panel trasero:
Elemento exterior vertical fijo que forma un tabique detrás del compartimento
que sigue al habitáculo, ya sea el compartimento motor o el
del porta-equipajes.
La calandria:
Elemento exterior vertical fijo que forma un tabique delante del compartimento
que precede al habitáculo, ya sea el compartimento motor o
el del porta-equipajes; el tabique puede estar perforado o no.
La parrilla de la calandria:
Elementos exteriores desmontables perforados, generalmente de metal
inoxidable o plástico, que se montan en el tabique exterior transversal
del compartimento de motor.
El pilar central:
Montante del lateral de la caja situado entre las puertas delantera y
trasera, que soporta las bisagras de la puerta trasera.
Jamba o pilar delantero:
Montante situado en la parte delantera del lateral de la caja, que soporta
las bisagras de la puerta delantera y que se prolonga por el montante
lateral del parabrisas.
Estribo:
Elemento inferior del lateral de la caja sobre el que se sueldan los
tres pilares.
Lateral de la caja:
Conjunto de los elementos laterales fijos, que forman un cuadro y
constituyen los marcos de las puertas.
Panel lateral posterior:
Elemento exterior situado tras el acristalamiento de las puertas. Si el
coche es del tipo «limusina» el panel lleva un cristal.
Techo o capota:
Elemento exterior que forma parte de la carrocería, que apoya sobre
la parte superior de los laterales de la caja y que se extiende desde la
parte superior del parabrisas a la parte superior de la luna trasera.
Aletas:
Elementos exteriores que forman un carenado alrededor de las ruedas.
Toman el nombre de la rueda que carenan, por ejemplo: aleta delantera
izquierda para la rueda correspondiente.
Puerta:
Elemento exterior. Tiene el mismo sentido que en edificación. Permite
abrir o cerrar el hueco correspondiente del lateral de la caja para dar
acceso o salida al habitáculo. Es necesario precisar su posición en el vehículo: puerta delantera izquierda, trasera izquierda, delantera derecha,
trasera derecha (para una berlina).
Capó:
Elemento exterior. Compuerta con bisagras en uno de sus lados, que
permite abrir y cerrar el compartimento del motor o de equipajes.
Si está colocado delante se le llama «capó delantero» y si detrás, «capó
trasero».
El capó del compartimento de equipajes, sobre todo si es trasero, se
puede denominar también «tapa del maletero».
Puerta trasera (o «quinta puerta»):
Elemento exterior. Puerta situada en la parte trasera de las carrocerías
tipo «break», con bisagras en uno de los lados horizontales, lo que
permite abrirla arriba (elevable) o hacia abajo (abatible).
Parachoques:
Elemento exterior. Travesaños colocados delante o detrás del vehículo
y destinados, en principio, a amortiguar los choques.
CARROCERÍAS SEGÚN NÚMERO DE VOLÚMENES
MONOVOLUMEN
Un monovolumen es una carrocería en la que no se diferencia más de un volumen. La zona del motor, la cabina y el maletero están completamante integrados. Generalmente, un monovolumen es más alto que una berina tradicional (1.60 a 1.80 metros contra 1.40 a 1.50 metros).
Los monovolúmenes grandes y algunos compactos (desde 4.40 metros en adelante) tienen frecuentemente tres filas de asientos, mientras que los más pequeños sólo tienen dos filas.
DOS VOLÚMENES
Carrocería en la que se distinguen dos volúmenes independientes: Un volumen para el capó con el motor y otro volumen para el habitáculo y el compartimento de carga.
Los dos volúmenes tienen normalmente Quinta Puerta, aunque hay algunas excepciones (ver el estilo "Fastback").
"DOS VOLÚMENES Y MEDIO"
Esta designación fue inventada por algunos comentaristas del mundo del automóvil para designar a vehículos con un esbozo de tercer volumen.
Los "Dos volúmenes y medio" tienen, casi siempre, Quinta Puerta.
TRES VOLÚMENES
Carrocería en la que se distinguen tres volúmenes: Un volumen para el capó con el motor, otro volumen para el habitáculo y un tercero para el compartimento de carga.
Los tres volúmenes son, casi siempre, Sedanes. Algunas raras excepciones a esta regla son en SEAT Toledo de primera generación y el (en inglés) Daihatsu Applause.
CARROCERÍAS SEGÚN FORMA
Los automóviles tienen distintas formas de carrocería. Algunas de estas formas están en producción, otras tienen un interés meramente histórico. Parte de esas formas reciben el nombre del diseño equivalente que tenían los coches de caballos antes de aparecer el automóvil.
Se listan a continuación los estilos en uso y su significado actual.
SEDAN
Sedan ( o “Berlina” o “Saloon” en inglés británico) Vehículo con 4 o más asientos y con techo fijo elevado hasta el cristal trasero. Normalmente también con 4 puertas, aunque hay algunas versiones de 2 puertas.
El compartimiento de carga forma un volumen aparte en la silueta del vehículo, por lo que a este vehículo se le llama también “Tres Volúmenes”. Es el automóvil arquetípico.
Ventajas del sedán:
Suele tener un maletero mayor que el de la versión con portón trasero.
Es estructuralmente más fácil de resolver, ya que la separación entre volúmenes hace que la carrocería sea más rígida. Esto era especialmente cierto cuando los sedanes no tenían asientos traseros abatibles, ya que había una mampara transversal rígida detrás de estos. No obstante, desde la aparición del Ford Orion en 1983, han ido difundiéndose los asientos traseros abatible en más y más sedanes.
Es el coche "arquetípico" que muchos compradores demandan psicológicamente, especialmente en el segmento de coches de lujo.
Inconvenientes del sedán:
Impide un aprovechamiento óptimo del espacio ocupado por el vehículo.
Hace que sea muy difícil incorporar una quinta puerta, por lo que normalmente estos vehículos tienen una tapa de maletero convencional, que proporciona un peor acceso a la zona de carga..
Empeora el Coeficiente Aerodinámico del coche. Cuando el aire se despega del borde posterior del techo, empieza a crear turbulencias sobre la tapa del maletero. En un semibreak (por ejemplo: Renault 25, Mitsubishi Carisma) no sucede tal cosa.
No obstante, para una parte de los compradores, es la única forma psicológicamente aceptable para un coche. En países anglosajones, además, al 2 volúmenes se le llama despectivamente "Econobox" (página en inglés), dando a entender que un coche de dos volúmenes es un coche barato e inferior, precisamente por su carácter utilitario.
FAMILIAR
Automóvil con el techo elevado hasta el portón trasero, que sirve para acceder a la plataforma de carga.
A este vehículo se le llamó “Rubia” o “Ranchera” en castellano (ver Woodie más abajo), y se le llama “Break” en Francia, “Kombi” en Alemania y Suecia, “Station Wagon” en inglés norteamericano y “Estate” en inglés del Reino Unido.
Dado que los términos “Familiar” o “Station Wagon” tienen, para ciertos compradores, cierto estigma de designar a vehículos aburridos, algunos fabricantes han creado nombres alternativos, más sugerentes y estimulantes, para sus versiones familiares.
CROSSOVER
Vehículo de turismo modificado para parecerse a un Todo Terreno. Los Crossover suelen ser más altos que el vehículo del que se derivan y pueden presentar detalles tomados de los Todo Terreno, tales como barras frontales de protección o ruedas de repuesto externas en el portón trasero.
TERCERA O QUINTA PUERTA
La puerta trasera (tercera o quinta, según el vehículo tenga 2 o 4 puertas para los pasajeros), incluye al cristal trasero y se abre vertical o casi verticalmente para permitir el acceso a la zona de carga. En inglés se llama a este vehículo “Hatchback”.
En países anglófonos se diferencia además el Liftback, que es un coche con una quinta puerta no vertical, sino inclinada suavemente.
LIMUSINA
Coche de lujo. A veces incorpora una partición de cristal insonorizado para evitar que el chofer escuche las conversaciones entre los pasajeros.
En Alemania, el término significa simplemente un Sedan.
Las carrocerías tipo Hardtop ("Techo duro") eran una especialidad norteamericana. Consistían en una versión sin pilar B de un vehículo de serie.
El propósito del Hardtop es conseguir la estética del convertible, pero evitando algunos de sus inconvenientes.
Lo más frecuente es que fuesen vehículos de dos puertas, pero también se llegaron a hacer versiones hardtop de vehículos de 4 puertas e incluso de familiares.
El Hardtop presentaba algunos inconvenientes:
La ausencia del pilar B hacía que el vehículo perdiese rigidez torsional y resistencia en caso de vuelco o accidente. Los Hardtop, por consiguiente, eran frecuentemente chasis o monocascos de convertibles (y por lo tanto reforzados) a los que se añadía un techo fijo. El Hardtop era, por tanto, más pesado que el vehículo normal del que se derivaba, pero con menor rigidez torsional.
La falta de pilar B en los Hardtop de 4 puertas provocaba problemas de ajuste y de filtraciones de agua entre las puertas. A veces, debido a la flexión de la carrocería, las puertas podían llegar a abrirse sobre la marcha al tomar una curva pronunciada.
PICK-UP
El Pick-Up o "Ranchera" es un vehículo con una plataforma de carga descubierta por detrás del habitáculo.
La plataforma de carga puede ser cubierta en algunos modelos con una lona o con una estructura de fibra de vidrio.
En Europa, los Pick-Up suelen ser derivados de Todo-Terreno. En Estados Unidos son modelos con entidad propia, o bien derivados de turismos.
ESTILOS DE PARTE TRASERA ("BACK")
NOTCHBACK
Inicialmente, estilo de carrocería consistente en un Sedan con el cristal trasero inclinado hacia atrás. Actualmente, es simplemente un sinónimo de Sedan o Berlina.
HATCHBACK
El término "hatchback" designa a los vehículos cuyo voladizo trasero es relativamente corto y el portón trasero incluye la ventana trasera; por él se puede ingresar al habitáculo. Un hatchback con dos puertas laterales se le suele llamar "tres puertas", y uno con cuatro puertas laterales se lo denomina "cinco puertas".
Un hatchback es un automóvil diseñado de tal manera que el acceso al espacio de carga se hace por un portón trasero, situado en la parte posterior del vehículo. Esta puerta a veces consiste tan sólo en la luneta de cristal trasera.
Los hatchback se suelen distinguir de los familiares en que los familiares tienen el voladizo trasero más largo, por lo cual el maletero suele ser más grande que en los hatchback. En un familiar el portón trasero suele estar muy vertical, mientras que en un hatchback la luneta trasrea puede estar más inclinada.
El primer hatchback de gran serie fue el Renault 4. El hatchback fue ganando popularidad por su carácter práctico, extendiéndose también al mercado de coches de lujo (Rover SD1, por ejemplo), hasta convertirse en el estilo de carrocería más frecuente en Europa para los coches pequeños y medianos.
Los todoterrenos, los monovolúmenes y las furgonetas también tienen normalmente un portón trasero; no obstante, los términos "tres puertas" y "cinco puertas" se suelen reservar para los turismos.
Métodos de identificación de un vehículo
El número de bastidor, número de identificación o número VIN (del inglés Vehicle Identification Number) permite la identificación inequívoca de todo vehículo a motor. Este número va impreso o remachado en una placa y puede ir situada en diferentes partes del automóvil (borde inferior del parabrisas del coche, en el vano del motor, en la puerta del conductor, etc.), va a permitir proteger los vehículos de robos, manipulación o falsificación.
Hasta 1980 no había una norma clara que identificase los vehículos de una forma homogénea por parte de todos los fabricantes, sino que cada cual tenía su regla para poder identificar cada vehículo que salía de sus factorías. No fue hasta 1980, cuando la aparición del estándar ISO 3779 sirvió para definir un VIN o código de bastidor de 17 cifras y letras, que no incluyen las letras I, O y Q, y que permitió a todos los fabricantes seguir un mismo criterio a la hora de identificar sus vehículos.
El número VIN, que contiene el WMI, VDS y VIS, está compuesto de distintas partes o secciones. Dependiendo del origen del vehículo su nomenclatura es distinta. El estándar ISO 3779 es el empleado en la Unión Europea, mientras que en Estados Unidos y Canadá se emplea otro sistema distinto.
En la siguiente tabla se representan en resumen las distintas secciones que conforman al número VIN:
Información incluida en el VIN
Para Europa, los 17 caracteres que componen el VIN ofrecen la siguiente información:
- la primera cifra indica el país de fabricación. Así, por ejemplo si se tiene la numeración del 1 al 4 indica que el vehículo fue fabricado en Estados Unidos, el 2 en Canadá, el 3 en México, o bien pueden aparecer también letras si la procedencia es de otros países, como J para Japón, K para Corea, S para Inglaterra, W para Alemania, Y para Suecia, Z para Italia, entre otros (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante");
-la segunda cifra indica la marca según la siguiente codificación: Audi (A), BMW (B), Buick (4), Cadillac (6), Chevrolet (1), Chrysler (C), Dodge (B), Ford (F), GM Canada (7), General Motors (G), Honda (H), Jaguar (A), Lincon (L), Mercedes Benz (D), Mercury (M), Nissan (N), Oldsmobile (3), Pontiac (2 o 5), Plymounth (P), Saab (S), Saturn (8), Toyota (T), Volvo (V) (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante");
-la tercera cifra indica el fabricante del vehículo (para más información, ver Apartado 3 de este Tutorial "WMI o Identificador Mundial del Fabricante");
-las cuatro siguientes identifican el modelo y se asignan en la homologación, según sean las características del vehículo, tipo de chasis, modelo de motor, entre otros;
-el octavo carácter indica los sistemas de retención que dispone el vehículo: pretensores en los cinturones, número de airbag, etc.;
-el noveno es un dígito de control o de verificación, que se obtiene con la asignación de valores a las letras del abecedario omitiendo la I, O, Q y Ñ según la norma 3779 de la Organización Internacional para la Estandarización como se muestra la siguiente tabla:
Este número es multiplicado por el valor asignado de acuerdo al peso de vehículo y a través de una ecuación preestablecida se obtiene el número que va en esta posición (ver un ejemplo de cómo calcular este dígito de control en el Apartado 4 de este Tutorial);
-el décimo, informa del año de fabricación. Desde 1980 a 2000, se indicaba por una letra: 2000 (Y), 1999 (X), 1998 (W), 1997 (V). De 2001 a 2009 por un número: 2001 (1), 2002 (2), 2003 (3). En 2010 la lista se reiniciará cíclicamente;
-el undécimo identifica la planta en la que fue ensamblado el vehículo;
-el resto identifica el vehículo individual. Puede tratarse de un simple número o un código del fabricante que indique particularidades como las opciones instaladas, el tipo de motor, transmisión u otras, o ser simplemente la secuencia en la línea de producción del vehículo de acuerdo al fabricante.
En los siguientes apartados se profundiza un poco más en la explicación e información de cada uno de los anteriores campos.
WMI o Identificador Mundial del Fabricante
El WMI (World Manufacturer Identifier) identifica al fabricante del vehículo, empleando este identificador mundial del fabricante o código WMI.
Como ya se ha dicho, el primer dígito del WMI indica el país o región en la cual está situado el fabricante. En la práctica, cada uno se asigna a un país de fabricación.
VDS o Descriptor del Vehículo
El VDS o descriptor del vehículo está incluido en el VIN ocupando los lugares desde el cuarto (4º) hasta el noveno (9º) dígito. Estos códigos identifican el modelo del vehículo y se asignan, según resulte de la homologación realizada del vehículo, dadas las características del propio vehículo, su tipo de chasis o modelo de motor, entre otros. Cada fabricante tiene un sistema único para usar este campo.
Como ya se ha dicho antes, el noveno es un dígito de control o de verificación. Para su determinación, en el cálculo de este dígito de verificación se procede de la siguiente manera:
-En primer lugar, se debe encontrar el valor numérico asociado a cada letra en el VIN (las letras I, O y Q no se permiten) según los valores que quedan representados en la siguiente tabla:
En segundo lugar, se debe determinar el factor multiplicador del valor de cada dígito y para cada posición en el VIN excepto el que ocupa la novena (9) posición (dado que es la posición objeto de este cálculo, la posición que ocupa el dígito de verificación y es lo que se quiere calcular), tal y como se muestra en la siguiente tabla:
En tercer lugar, se debe multiplicar los números y los valores numéricos de las letras por su factor asignado en la tabla anterior, y sumar todos los productos resultantes. A continuación, dividir la suma de los productos por 11. El resto es el dígito de verificación. Si el resto resulta de valor 10, entonces el dígito de verificación es la letra X.
Contraseña de Homologación
La Contraseña de Homologación aparece en la Tarjeta ITV de los vehículos que es expedida por una estación ITV española. También aparece en el Certificado de Conformidad si el vehículo es importado, y cuyo documento es muy recomendable disponer de él si se pretende legalizar el vehículo importado en España.
La estructura de una contraseña de homologación es la siguiente:
e6*93/81*0023*00
donde:
e: significa Unión Europea;
6: identifica el país de homologación, según la lista adjunta: