
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con una herramienta o un gas caliente.
Mientras que con frecuencia es un proceso industrial, la soldadura puede ser hecha en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en el espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica, humos venenosos, y la sobreexposición a la luz ultravioleta.
Hasta el final del siglo XIX, el único proceso de soldadura era la soldadura de fragua, que los herreros han usado por siglos para juntar metales calentándolos y golpeándolos. La soldadura por arco y la soldadura a gas estaban entre los primeros procesos en desarrollarse tardíamente en el siglo, siguiendo poco después la soldadura por resistencia. La tecnología de la soldadura avanzó rápidamente durante el principio del siglo XX mientras que la Primera Guerra Mundial y la Segunda Guerra Mundial condujeron la demanda de métodos de junta confiables y baratos. Después de las guerras, fueron desarrolladas varias técnicas modernas de soldadura, incluyendo métodos manuales como la Soldadura manual de metal por arco, ahora uno de los más populares métodos de soldadura, así como procesos semiautomáticos y automáticos tales como Soldadura GMAW, soldadura de arco sumergido, soldadura de arco con núcleo de fundente y soldadura por electroescoria. Los progresos continuaron con la invención de la soldadura por rayo láser y la soldadura con rayo de electrones a mediados del siglo XX. Hoy en día, la ciencia continúa avanzando. La soldadura robotizada está llegando a ser más corriente en las instalaciones industriales, y los investigadores continúan desarrollando nuevos métodos de soldadura y ganando mayor comprensión de la calidad y las propiedades de la soldadura.
- Procesos y Definiciones SMAW
La idea de la soldadura por arco eléctrico, a veces llamada soladura electrógena, fue propuesta a principios del siglo XIX por el científico inglés Humphrey Davy pero ya en 1885 dos investigadores rusos consiguieron soldar con electrodos de carbono.
Cuatro años más tarde fue patentado un proceso de soldadura con varilla metálica. Sin embargo, este procedimiento no tomó importancia en el ámbito industrial hasta que el sueco Oscar Kjellberg descubrió, en 1904, el electrodo recubierto. Su uso masivo comenzó alrededor de los años 1950.

FUNDAMENTOS
El sistema de soldadura eléctrica con electrodo recubierto se caracteriza, por la creación y mantenimiento de un arco eléctrico entre una varilla metálica llamada electrodo, y la pieza a soldar. El electrodo recubierto está constituido por una varilla metálica a la que se le da el nombre de alma o núcleo, generalmente de forma cilíndrica, recubierta de un revestimiento de sustancias no metálicas, cuya composición química puede ser muy variada, según las características que se requieran en el uso. El revestimiento puede ser básico, rutílico y celulósico. Para realizar una soldadura por arco eléctrico se induce una diferencia de potencial entre el electrodo y la pieza a soldar,
con lo cual se ioniza el aire entre ellos y pasa a ser conductor, de modo que se cierra el circuito. El calor del arco funde parcialmente el material de base y funde el material de aporte, el cual se deposita y crea el cordón de soldadura.
La soldadura por arco eléctrico es utilizada comúnmente debido a la facilidad de transporte y a la economía de dicho proceso.

ELEMENTOS
Plasma: Está compuesto por electrones que transportan la corriente y que van del polo negativo al positivo, de iones metálicos que van del polo positivo al negativo, de átomos gaseosos que se van ionizando y estabilizándose conforme pierden o ganan electrones, y de productos de la fusión tales como vapores que ayudarán a la formación de una atmósfera protectora. Esta misma alcanza la mayor temperatura del proceso.
Llama: Es la zona que envuelve al plasma y presenta menor temperatura que éste, formada por átomos que se disocian y recombinan desprendiendo calor por la combustion del revestimiento del electrodo. Otorga al arco eléctrico su forma cónica.
Baño de fusión: La acción calorífica del arco provoca la fusión del material, donde parte de éste se mezcla con el material de aportación del electrodo, provocando la soldadura de las piezas una vez solidificado.
Cráter: Surco producido por el calentamiento del metal. Su forma y profundidad vendrán dadas por el poder de penetración del electrodo.
Cordón de soldadura: Está constituido por el metal base y el material de aportación del electrodo y se pueden diferenciar dos partes: la escoria, compuesta por impurezas que son segregadas durante la solidificación y que posteriormente son eliminadas, y sobre el espesor, formado por la parte útil del material de aportación y parte del metal base, la soldadura en sí.
Electrodo: Son varillas metálicas preparadas para servir como polo del circuito; en su extremo se genera el arco eléctrico. En algunos casos, sirven también como material fundente. La varilla metálica a menudo va recubierta por una combinación de materiales que varían de un electrodo a otro. El recubrimiento en los electrodos tiene diversa funciones, éstas pueden resumirse en las siguientes:
- Función eléctrica del recubrimiento
- Función física de la escoria
- Función metalúrgica del recubrimiento
- Soldadura MIG/MAG
La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmósfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).

La soldadura MIG/MAG es intrínsecamente más productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos sólidos y tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versátil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
La introducción de hilos tubulares es particularmente favorable para la producción de estructuras pesadas donde se necesita de una gran resistencia de soldadura.
La soldadura por gas inerte de metal (MIG) utiliza un electrodo de metal que sirve como material de relleno para la soldadura y se consume durante la soldadura.
El argón es también el gas primario utilizado en la soldadura MIG, a menudo mezclado con dióxido de carbono.
La soldadura MIG fue desarrollada para metales no ferrosos, pero se puede aplicar al acero.
Las principales ventajas que ofrece el proceso MIG/MAG son:
Se puede soldar en todas las posiciones
Ausencia de escoria para retirar
Buena apariencia o acabado (pocos salpicados)
Poca formación de gases contaminantes y tóxicos
Soldadura de buena calidad radiográfica
Soldadura de espesores desde 0,7 a 6 mm sin preparación de bordes
Proceso semiautomático o automático (menos dependiente de la habilidad de operador)
Alta productividad o alta tasa de metal adicionado (principal ventaja)
Las principales bondades de este proceso son la alta productividad y excelente calidad; en otras palabras, se puede depositar grandes cantidades de metal (tres veces más que con el proceso de electrodo revestido), con una buena calidad.
Podemos diferenciar tres tipos de procesos de soldadura:
Proceso semiautomático
 Es la aplicación más común, en la que algunos parámetros previamente ajustados por el soldador, como el voltaje y el amperaje, son regulados de forma automática y constante por el equipo, pero es el operario quien realiza el arrastre de la pistola manualmente. El voltaje, es decir la tensión que ejerce la energía sobre el electrodo y la pieza, resulta determinante en el proceso: a mayor voltaje, mayor es la penetración de la soldadura. Por otro lado, el amperaje (intensidad de la corriente), controla la velocidad de salida del electrodo. Así, con más intensidad crece la velocidad de alimentación del material de aporte, se generan cordones más gruesos y es posible rellenar uniones grandes. Normalmente se trabaja con polaridad inversa, es decir, la pieza al negativo y el alambre al positivo. El voltaje constante mantiene la estabilidad del arco eléctrico, pero es importante que el soldador evite los movimientos bruscos oscilantes y utilice la pistola a una distancia de ± 7 mm sobre la pieza de trabajo.
Es la aplicación más común, en la que algunos parámetros previamente ajustados por el soldador, como el voltaje y el amperaje, son regulados de forma automática y constante por el equipo, pero es el operario quien realiza el arrastre de la pistola manualmente. El voltaje, es decir la tensión que ejerce la energía sobre el electrodo y la pieza, resulta determinante en el proceso: a mayor voltaje, mayor es la penetración de la soldadura. Por otro lado, el amperaje (intensidad de la corriente), controla la velocidad de salida del electrodo. Así, con más intensidad crece la velocidad de alimentación del material de aporte, se generan cordones más gruesos y es posible rellenar uniones grandes. Normalmente se trabaja con polaridad inversa, es decir, la pieza al negativo y el alambre al positivo. El voltaje constante mantiene la estabilidad del arco eléctrico, pero es importante que el soldador evite los movimientos bruscos oscilantes y utilice la pistola a una distancia de ± 7 mm sobre la pieza de trabajo.Proceso automático
Al igual que en el proceso semiautomático, en este, la tensión y la intensidad se ajustan previamente a los valores requeridos para cada trabajo y son regulados por el equipo, pero es una boquilla automatizada la que aplica la soldadura. Generalmente, el operario interviene muy poco en el proceso, bien sea para corregir, reajustar los parámetros, mover la pieza o cambiarla de un lugar a otro.
Proceso robotizado
Este proceso es utilizado a escala industrial. Todos los parámetros y las coordenadas de localización de la unión que se va a soldar se programan mediante una unidad CNC. En las aplicaciones robotizadas, un brazo mecánico puede soldar toda una pieza, transportarla y realizar los acabados automáticamente, sin necesidad de la intervención del operario.
- Soldadura por soplete
La soldadura del cobre u otros metales con soplete consiste en la unión de partes de cobre con la ayuda de un segundo metal que se funde entre ellas. La temperatura de fusión de la barra del metal de aporte debe ser inferior a la del cobre o metal a soldar. La pieza a soldar no se funde, por tanto no se trata de una soldadura por fusión del material base. Este tipo de soldadura se emplea cuando se quieren unir materiales distintos, o que tienen poca soldabilidad y no se requiere una resistencia alta.
Es la técnica de soldadura más fácil de realizar, incluso por los novatos en bricolaje.
Existen dos tipos de soldadura en lo que se refiere a la temperatura de fusión del material de aporte: la soldadura blanda y la soldadura fuerte.
La soldadura blanda requiere alcanzar temperaturas inferiores a 450ºC, mientras que la soldadura fuerte emplea temperaturas superiores a 450ºC. Por ejemplo los materiales de aporte constituidos de plata y cobre requieren temperaturas de 600ºC y 900ºC. Cuanto mayor sea la temperatura de fusión del material de aporte, mayor será la resistencia de la unión.
En electrónica el material de aporte está constituido por un 60% de estaño y un 40% de plomo y la temperatura necesaria para su fusión es de tan solo 190ºC.
Anteriormente con las tuberías de plomo se usaba una gran proporción de plomo en el material de aporte, pero hoy en día con canalizaciones de cobre se ha eliminado del material de aporte reemplazándolo por cobre y una mayor proporción de estaño.
El material de aporte que se emplea en las soldaduras fuertes es generalmente una aleación de cobre, fosfato de cobre y zinc, o de cobre y plata. El punto de fusión se situa entre 600ºC y 880ºC. Las aleaciones de gran proporción de plata (40%) se recomiendan para la realización de soldaduras de gran resistencia mecánica y son las que se emplean para los empalmes de conductos de gas de cobre y de latón. El latón se usa para la unión de piezas de acero.
El metal de aporte o fundente es utilizado con un flux, que se encarga de eliminar las impurezas de la superficie de unión y también los óxidos para que el fundente se adhiera bien.
Elección del soplete adecuado en función del tipo de soldadura a realizar
La lámpara de soldar: se alimenta de un cartucho de butano o butano/propano. Es ideal para realizar soldaduras blandas (con hilo de estaño).

Soplete de soldar: se alimenta por bombonas de gas butano o propano y que proporcionan una llama más grande, suelen venir con diversas boquillas para distintas aplicaciones. Este soplete sirve para soldar distintos metales y aleaciones: estaño, cobre, latón, aluminio y zinc. Se desaconseja su uso para metales férreos pues ofrece poca resistencia mecánica en las uniones.

Soplete bi-gas: se alimenta mediante un cartucho de GPL o de acetileno, mezclado con oxígeno à presión, proviniente de otro depósito. Es ideal para realizar soldaduras fuertes de tuberías de gran diámetro y también para los metales férreos. Los profesionales suelen usar este tipo de sopletes para todas las soldaduras fuertes pues les facilita mucho el trabajo ya que proporciona una mayor temperatura.
La elección del metal de aporte irá en función del tipo de material a soldar y de la resistencia requerida para la unión e influirá en el tipo de soplete a utilizar. Cuanto más resistente sea el material de aporte mayor será su temperatura de fusión.
Tipo de soldadura Resistencia mecánica Aplicación
Soldadura blanda (estaño) Débil: 5 kg/mm2 Instalación de grifería, prolongación de líneas de agua.
Soldadura fuerte (cobre/fósforo) 50 kg/mm2 Tuberías de agua fría y caliente, radiadores, circuitos de agua.
Cobre/plata 6% y 20% 60 kg/mm2 Facilita a los profesionales el conseguir uniones resistentes y estancas. El contenido en plata ayuda a girar las piezas mientras se están soldando asegurando una buena estanqueidad.
Cobre/plata 40% 40 kg/mm2 Tubería de cobre para el gas.
Procedimiento para soldar con soplete
Hay que preparar muy bien el material a soldar, lijándo con papel de lija las dos superficies a unir. Luego, con un paño suave retiramos el polvo y finalmente con un pincel.
Aplicamos el flux en la unión que va a recibir el metal de aporte y encajamos las piezas en su lugar definitivo.
Las piezas a soldar se han de sujetar (de ser necesario) con pinzas ya que el cobre y sus aleaciones son buenos conductores del calor. Si se va a soldar contra un muro, existen tejidos ignífugos especiales para aislar el muro de la llama del soplete.
Como hemos visto para bricolaje casero el soplete usado puede ser de bombona recargable, de bombona de un solo uso intercambiable o sopletes de un solo uso. Elegir el que mejor os venga a cuento, en función del uso que le vais a dar.
Se aplica calor en la unión. Para una soldadura ligera, la temperatura debe ascender a 400ºC. Cuando el cobre comience a enrogecerse y el fundente (decapante) burbujee y comience a deslizarse, apartamos el soplete y situamos la barra de estaño sobre la parte alta de la unión, lo que hará que el estaño se funda y penetre en la unión por capilaridad.
Cuando el estaño comience a asomar por la parte baja de la unión dejar de aplicar más cantidad, la soldadura ya está hecha.
- Soldadura TIG
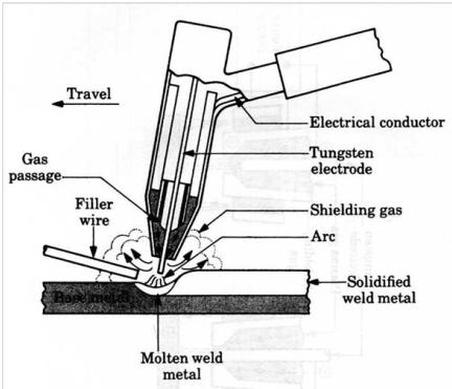
La soldadura TIG (del inglés tungsten inert gas) o soldadura GTAW (del inglés gas tungsten arc welding), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o circonio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.

Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
- Soldadura por puntos de resistencia
La soldadura por puntos es un método de soldadura por resistencia que se basa en presión y temperatura, en el que se calienta una parte de las piezas a soldar por corriente eléctrica a temperaturas próximas a la fusión y se ejerce una presión entre las mismas. Generalmente se destina a la soldadura de chapas o láminas metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor.

El soldeo por puntos es el más dificil y complicado de los procedimientos de soldadura por resistencia. Los materiales bases se deben disponer solapados entre electrodos, que se encargan de aplicar secuencialmente la presión y la corriente correspondiente al ciclo produciendo uno o varios puntos de soldadura.
Características del proceso
Esquema soldadura por puntos
Es un tipo de soldadura que se cataloga por soldadura sin fusión del metal base a soldar, se considera un proceso en el cual los electrodos utilizados no son consumibles, además no se necesita material de aporte para que se produzca la unión entre las dos piezas, se considera un tipo de soldadura rápida, limpia y fuerte.
El material utilizado de los electrodos es una aleación de cobre con Cd, Cr, Be, W con objeto de que presente una baja resistencia y una elevada oposición a la deformación bajo una presión estando su dureza comprendida entre 130 y 160 HB.

También este tipo de soldadura necesita de un transformador donde la bobina secundaria suministra un voltaje a los electrodos de 1V a 10V y una gran corriente, debido a que generalmente la resistencia de las piezas a soldar es muy baja por tanto la corriente que debe pasar por la zona a soldar debe de ser del orden de los 500 amperios.